【编者按】
作为我国当前的重点任务,质量强国建设以质量效益为重要抓手,是推动经济社会高质量发展的关键举措。党中央、国务院强调要加快建设质量强国,《质量强国建设纲要》为此作出全面部署。
为推进质量强国战略深入实施,央视网联合湖南省市场监管局推出“质量强湘”主题系列专栏报道。专栏以记录湖南质量发展实践为核心,深挖区域质量提升路径,通过权威视角展现监管效能与企业担当,搭建质量建设交流展示平台。
11月10日,第八届湖南省省长质量奖正式发布,一批优质企业脱颖而出。以此为契机,“质量强湘”系列专栏报道推出第一季,聚焦获奖及提名奖企业,探寻其质量管控密码与创新实践,为湖南高质量发展注入榜样力量。
生物医药化工产业关乎民生健康与产业升级,是湖南高质量发展的重要增长极。第一季第二篇将聚焦雪天盐业、湖南海利、湘潭电化、南岳生物、武陵酒等企业,探寻它们坚守质量底线、深耕技术创新、引领行业标准的责任担当,彰显湖南在相关领域的质量硬实力与产业竞争力。
央视网消息 在湖南,质量已融入企业发展的血脉。雪天盐业以99.7%纯度刷新行业标准,南岳生物用“零差错”守护生命希望;湘潭电化领跑全球锰基材料市场,武陵酒以“509模式”酿就酱香典范。
这些企业凭借独特的质量管理模式与技术突破,在细分领域实现从“制造”到“质造”的跨越,成为湖南高质量发展的“硬核”注脚。
“文火慢炖” 打造高纯度品质
从车间里的精细化生产到实验室的技术攻关,从“盐改第一股”的市场化突破到新能源赛道的跨界布局,雪天盐业的质量之路,正如湖南盐业集团有限公司党委书记、董事长马天毅所言:“做企业如同制盐,急火快烧有杂质,文火慢炖才纯净。”

在食盐这类典型的“弱感知”刚需品市场中,消费者往往因购买决策涉入度低、使用频率高而忽视其背后的工艺差异与品质内涵。大多数人在选购时依赖习惯或品牌印象,很少主动关注其背后的技术标准与制造理念。
然而,一包看似普通的雪天盐,背后是贯穿全产业链的科技与创新。雪天盐业从地方商标蝶变成全国知名品牌,走的是实打实的“技术爬坡、品牌攻坚”之路。
这份“文火慢炖”的坚守,体现在生产全流程的每一个细节中。
在雪天盐业湘澧盐化生产基地,从地下千米井矿盐的开采,到净化、蒸发、结晶的工艺控制,再到成品包装的智能检测,每一道工序都有严苛的质量标准。其推出的生态井矿盐、松態等系列产品,以99.7%的纯度刷新行业品质标杆,远超国家优级标准。
这份“硬核”品质背后,是企业构建的卓越绩效整合体系与“质量提升三年行动”的扎实推进。
截至目前,雪天盐业已有74个产品通过绿色食品认证,99.7%高纯度生态井矿盐成为消费者信赖的“健康之选”。

雪天盐业生态井矿盐生产现场
尽管如此,雪天盐业从未停止技术突破的脚步。记者在其展厅产品区内看到,除了大众熟知的“井矿盐、海盐、湖盐”等基础食盐品类之外,雪天盐业还围绕“盐+”战略延伸出诸多日用与健康产品,如矿物盐洗衣液、盐牙膏、盐洗发露等,不断打破公众对盐企的传统认知。

雪天盐业部分产品展区
在巩固食盐主业优势的同时,雪天盐业持续拓展盐化工与新能源材料领域,目前已形成覆盖盐及食品、盐化工、新能源材料三大板块的300多种产品,构建出独具特色、品类丰富的产品矩阵。
从专注“健康新湘菜”场景的“三餐四季”系列盐品,到工业领域中广泛应用的纯碱、烧碱,再到面向能源未来的锂电、钠电正极材料,雪天真正实现了从“一粒盐”到“一条链”的价值升级。

雪天盐业盐化工产品及新能源材料展示区
“进军新能源材料领域,绝非脱离主业的‘另起炉灶’,核心逻辑是盐产业链与新材料的深度协同。”马天毅在接受采访时表示,这种“守正与创新”让企业在市场波动中站稳脚跟。
数据显示,2024年雪天盐业集团营收连续两年保持90亿元以上,实现利润超3亿元。即便面对纯碱等产品价格波动,公司仍通过精益管理与技术创新打破周期魔咒,全年降本达6.87亿元,总产量创历史新高。
创新活力源于持续的研发投入与标准引领。雪天盐业累计拥有授权专利500余项,主导或参与35项标准制定,2023年牵头制定的《生态井矿盐评价技术规范》填补了行业高端盐品类标准空白。在数智化转型的助力下,BI智慧决策、智能追溯系统全面落地,行业首个盐科普AI智能体“盐知晓”上线服务,九二盐业智慧工厂更是获评省级信息化标杆,让质量管控有了“智慧大脑”。
如今,这份质量底气正转化为品牌竞争力与国际影响力。“雪天”品牌连续四年入选“中国品牌500强”,2025年品牌估值升至184.99亿元,小包盐成功打入柬埔寨、老挝等国外市场,定制低钠盐进驻新加坡高端市场,在韩国、日本等地成为重要的日用及工业原料。
精耕细作 筑牢粮安根基
在湖南海利集团,质量不仅是产品的生命线,更是企业发展的战略核心。
这家源自1951年湖南化工研究院的省属国有企业,经过数十年深耕,已发展成为以绿色农药、化工新材料和种业为核心的创新型科技企业,建有全球领先的氨基甲酸酯类农药生产基地和国内领先种衣剂生产基地。
在保障国家粮食安全这一重大战略中,海利集团通过持续的质量创新,为农作物保护提供了可靠的“技术利器”。

在海利集团,质量不仅是产品的生命线,更是企业发展的战略核心。
围绕“品牌源于质量,细节决定成败”的核心理念,公司构建了以“高技术、高质量、高效益”为方向、以“产业发展绿色化、科研创新自主化”等六大路径为支撑、始终坚持“以客户为中心”的“三高六化一中心”质量管理模式。
在这一模式的驱动下,海利集团实现了从“做产品”到“做品牌”“做标准”的跨越。公司90%的原药产品达到国际领先水平,更牵头制定2项国际标准、超200项国家及行业标准,使“海利”品牌成为被国际农化巨头认可的中国力量。

海利集团研究院
“创新与质量是深度绑定的‘共同体’:技术创新决定质量的‘高度’,管理创新保障质量的‘硬度’。”这一理念在湖南海利集团的实践中得到生动印证。
当全球氨基甲酸酯类农药因关键溶剂四氯化碳被禁用而面临全面停产危机时,海利集团依托5个国家级研发平台,成功研发出全新的MIC清洁生产工艺,彻底摒弃了四氯化碳。
这项技术不仅挽救了整个细分行业,保障了粮食生产关键农药的稳定供应,更成为中国履行国际环保公约的“海利方案”。
此外,海利集团的甲基嘧啶磷、残杀威等产品,其关键质量指标均优于国际标准,被列为国家粮仓防护和卫生防疫推荐用药,在近年来的基孔肯雅热等传染病防控中发挥了重要作用,实现从“田间”到“粮仓”全程守护粮食安全。

海利集团部分种衣剂产品展示区
湖南海利集团党委副书记、副董事长、总经理董巍表示,未来海利将以保障国家粮食安全为战略指引,持续研发高效、低毒、低残留新型农药,并依托自有钒矿资源,打造钒液流电池储能材料全产业链,拓展绿色发展新赛道。到2030年,海利要实现营收与资产总额双破百亿元,利润总额超8亿元,跻身中国农化行业前十强。
以“生命之托” 守护血液制品安全
在监管严苛、准入壁垒极高的血液制品行业,质量不仅是企业生存的底线,更是守护患者生命的核心防线。
作为湖南省唯一的血液制品生产企业、中南地区唯一的国家级血液制品动员中心,南岳生物制药有限公司(以下简称“南岳生物”)凭借独创的“12344”质量管理模式,以“零差错”的质量口碑,连续多年实现产品市场抽检合格率和批签发合格率双100%,成为湖南省生物医药产业高质量发展的标杆企业。

南岳生物制药有限公司
“血液制品是危重患者的‘生命希望’,我们生产的不仅是药品,更是沉甸甸的生命重托。”南岳生物董事长兼总经理肖汉族说。
在这一理念驱动下,公司构建了以“精益求精”为核心的“12344”质量管理模式。该模式以“战略与安全”为质量墙,以“全岗位职能化、全流程标准化、全过程数字化”为基石,通过187591道工艺步骤的精准管控,实现从原料血浆到成品出厂的全链条质量覆盖。
模式中的“四精”管控(控制精准、过程精细、管理精益、状态精神)尤为关键。
以人凝血酶原复合物生产为例,过去依赖人工计算与手工投料,效率低且质量波动大;如今依托MES、SCADA系统实现工艺参数自动控制与实时报警,产品收率与质量稳定性显著提升,将批间差异从原来的15%缩小至3%以内。

“12344”质量管理模式
创新是南岳生物质量提升的引擎。公司通过“文化+创新”双驱动,将7项核心技术中的4项推向国际先进水平,成果转化率达71.43%。
在数字化转型中,公司搭建了全过程数字化追溯平台,对生产关键参数实时监控,大幅降低人为误差。
“技术突破不仅提升产品质量,更强化了应急保障能力。”副总经理、质量负责人徐青峰介绍。
作为国家血液制品动员中心,南岳生物在重大公共卫生事件中承担战略储备任务,其产品纯度、效价等关键指标均优于行业平均水平,产品人凝血因子Ⅷ及静注人免疫球蛋白被列为湖南省生物医药产业链重点品种。

全自动包装联动线
质量卓越离不开全员参与。南岳生物通过“首席质量官制度”和“关键岗位责任制”,将质量安全责任分解至每个岗位,并依托QC攻关活动激发员工主动性。
公司每年选派骨干赴湖南大学等高校深造,近五年培养58名高层次人才,为质量创新注入持续动力。
在绿色发展与安全生产方面,公司2018年获评“国家绿色工厂”,2021年搭建能源在线监测系统,2024年二氧化碳排放量控制在1950.46Tco2e(吨二氧化碳当量),能耗水平优于行业均值。

同时,南岳生物的质量实践与湖南省“三高四新”美好蓝图同频共振。
在打造先进制造业高地上,公司参与制定多项行业标准,推动湖南生物制药产业升级;在科技创新方面,依托1个国家级、3个省级研发平台攻克新产品技术难关,实现药品首次出口海外。
未来,公司计划投资2.5亿元新建3个单采血浆站、升级智能化生产线,三年内将年采浆能力从300吨提升至700吨,此外,将重点推进人抗凝血酶Ⅲ及富集IgM(人免疫球蛋白)的临床前研究,填补国内空白。
“我们将通过可复制的‘12344’模式,带动产业链上下游质量协同提升,为湖南生物医药产业高质量发展贡献更多力量。”肖汉族表示。
以“标杆客户为中心” 锻造锰基材料全球竞争力
在新能源产业链加速重构的背景下,一批深耕细分领域的中国企业正通过质量管理创新,突破行业同质化竞争困局。
作为中国电解二氧化锰行业的开创者,湘潭电化科技股份有限公司(以下简称“湘潭电化”)凭借独创的“以标杆客户为中心、双标引领、双轮驱动”质量管理模式,连续三年营收稳超60亿元,主导产品全球市场占有率突破20%,成为国务院国资委国企改革“双百企业”标杆企业。
湘潭电化生产基地
“行业竞争的本质是客户价值的竞争。”湘潭电化质量管理负责人表示。
公司聚焦全球头部电池厂商需求,构建“产品+服务+解决方案”动态响应机制。通过与标杆客户构建战略合作伙伴关系,实现个性化需求的精准响应,推动电池行业高质量发展。
质量管理负责人介绍,针对永备、金霸王、南孚等高性能电池需求,公司研发的无汞碱锰电池专用型电解二氧化锰产品由原来的1.0、2.0迭代升级到了5.0。近四年来,这款产品累计销售收入达32.9亿元。”
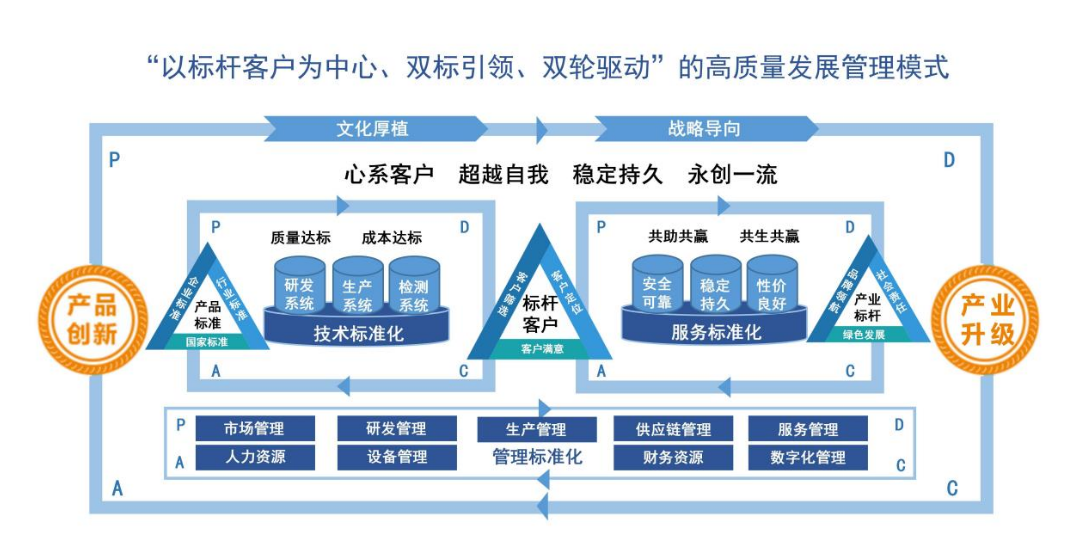
“以标杆客户为中心,双标引领,双轮驱动”的高质量管理模式
这一闭环体系依托于深度协同的产学研平台。公司搭建“1+3”研发体系,通过“双中心双基地一平台一院”多层次创新载体,近四年研发投入年均增长超20%,2024年研发强度达5.33%。其“低品位锰矿制备高性能EMD”技术突破国外垄断,获评国家级制造业单项冠军企业。

新能源材料研究院
在湘潭电化的质量逻辑中,“标准”是技术话语权,“标杆”是管理成熟度。
一方面,公司牵头起草QB/T2629-2021等行业标准,设立EMD核心指标,形成技术壁垒,倒逼中小产能退出;
另一方面,对标国际领先企业,导入ISO9001、IATF16949等国际体系和卓越绩效管理模式,实现从“合格质量”向“卓越质量”的跃升。

CNAS认可实验室
标准化实践延伸至绿色转型。公司建成全球首家零废渣资源化EMD工厂,2025年获评“国家级绿色工厂”。其碳管理体系覆盖全员减排目标,2024年通过碳配额交易创收超千万元,成为行业绿色标杆。
国家绿色工厂
产品创新上,公司突破高性能EMD、锰酸锂正极材料等关键技术,研发投入强度持续高于行业均值;产业升级上,从传统EMD向锰基新材料、环保科技延伸,形成“锰基材料+环保科技”双主业格局。
2023年投产的3万吨锰酸锂5G+数字化产线,通过SCADA、MES系统全覆盖,实现人员配置与数据采集效率行业最优。
管理创新同步推进。公司创新九大管理方法,通过PDCA循环将质量目标分解至岗位,构建“全员、全对象、全过程、全方法”四全质量管控体系。近三年产品出厂合格率100%。
作为湖南省制造业质量标杆,湘潭电化将质量创新与社会责任深度绑定。首创零废渣资源化综合利用EMD工厂,近三年出口创汇超12亿美元;通过技术输出带动产业链200余家供应商协同升级,形成锰基材料产业集群。

污水处理厂
未来,公司将聚焦新能源、节能环保等新兴领域,研发更高性能锰基新材料,同时融入AI质量预警系统,将环保指标纳入质量评价体系,并面向行业推广质量管理模式。“质量不仅是企业的生命线,更是湖南打造先进制造业高地的基石。”公司负责人表示。
以匠心“509模式” 铸就湘酒品质标杆
在湘酒振兴的道路上,武陵酒以其独特的“名贵焦香、纯净柔和”风格,凭借独创的“509质量管理模式”,斩获第八届湖南省省长质量奖,成为湖南制造业高质量发展的生动注脚。
从1952年常德市酒厂的旧酒坊起步,到如今跻身“中国三大酱香名酒”之列,武陵酒以半个多世纪的坚守与突破,诠释了“慢工出细活”的匠心真谛。

在白酒行业同质化竞争加剧的背景下,武陵酒依托“509质量管理模式”构建起差异化核心竞争力。
该模式以“五大保障体系”为核心,覆盖原粮甄选、酿造、储存、勾调、品控全链条,从源头锁定纯粮品质。通过“零距离触达”模式,武陵酒打破品牌与消费者的壁垒,依托酒厂开放日、品鉴会等活动,让品质看得见、摸得着。

同时,“九大管控环节”将每个生产节点量化为可考核KPI,新厂出酒率与优酒率均达到行业领先水平。
这一模式不仅支撑2024年产品价格稳中有升、千万级终端数量大幅增长,更以标准化体系保障7大国评团队专业把关,在同质化竞争中靠“真品质、可追溯”站稳脚跟。
目前,武陵酒已发展成为集产品系列化、包装系列化和生产标准化的大型酒类生产企业。
武陵酒坚持“技术创新+模式创新”双轮驱动,让创新真正落地为品质优势。
针对湖湘消费者对酱酒“醇厚与柔和兼顾”的口感偏好,武陵酒联合中国食品发酵工业研究院,在传承12987古法酿造的基础上,研发出“柔和焦香酱香型白酒品质表达及焦香程度评价技术”。通过标准化、数据化、精细化的生产操作,精准控制每一个发酵周期的变化,再用精准勾调算法优化风味,让酒体焦香更柔和、入口更顺喉。
据了解,这项达到国际领先水平的技术,不仅斩获了行业科技一等奖,更让武陵酒的口感成为湖湘消费者心中的“味觉黄金分割点”。

在管理端,武陵酒推行质量追溯系统,从原粮入库到成品出库,每瓶酒都能查到生产批次、储存周期、品控记录,既提升了质检效率,也让消费者喝得更放心。
2022年9月,总投资15亿元、占地500亩的武陵酒新厂一期建成投产,设有10栋酿酒车间、1120口窖池,年产酱酒可达6600吨,储酒能力达45000吨,成为川贵酱酒产区以外的最大酱酒生产酿造基地。

品质为魂,人才与匠心共铸经典。武陵酒将“把品质当作信仰”作为核心文化,从车间工人“提前下沙”适配湖湘水土,到勾调师“整粒泡酿”留存粮食本真,再到核心产品主动延长一年瓶储期,全员形成“质量零容忍”的共识。
在人才培养上,公司搭建6个省市级科研平台,培养7名国家级白酒评委、13名省级白酒评委,49名专职研发人员组成核心技术团队,让传统工艺与专业品鉴深度融合。
标准引领方面,武陵酒参与制定两项白酒国家标准,将企业实践上升为行业规范;同时引入数字化质量管理系统、精益生产模式,让每个环节的质量管控可量化、可追溯,确保品质持续稳定提升。

目前,武陵酒现有员工1200余人,国家级评委7人、湖南省白酒评委13人、一级品酒师5人、一级酿酒师6人,各类专业技术人员70余人,为品质创新提供坚实人才支撑。

面向未来,武陵酒将持续深耕“509质量管理模式”,推动数字化、智能化升级,目标实现优酒率再提升10%。同时,计划开放企业质量管理体系培训资源,与产业链上下游的原粮种植户、包装供应商共享标准,带动供应链整体质量提升。公司还将常态化举办品质开放日、行业交流会,分享“创新+匠心”的质量管控经验,助力湖南省白酒产业集群高质量发展。
总监制|朱兴建
监 制|万元勋
统 筹|彭 晶
记 者|欧 峰 李艳君 彭文茂
编 辑|徐 偲 孙 帆
支 持|湖南省市场监督管理局






















